[ad_1]
1. Introduction to RFID production process management project
1.1. Project background and purpose
With the development trend of economic globalization, developing countries such as Vietnam and India have joined the ranks of the world’s manufacturing factories. The traditional intensive processing and manufacturing industries, especially the textile industry, have lower and lower single-product processing profits. The overall profit rate, optimizing the enterprise management process, and improving production efficiency through information transformation have become one of the effective methods.
In the production process of the garment processing industry, most of the production modes are based on the executive production mode or the one-piece production mode. The biggest disadvantage of this type of flow production line model is that there is often a backlog of semi-finished products in a certain process. If the process is complicated and there are many production links, this kind of phenomenon is more serious. As a result, it weakens the management staff’s prediction, control and control of the production cycle. Resilience. It has become more and more difficult to cope with the market requirements for orders with multiple specifications and short delivery times.
To solve the above problems, a production process management system based on RFID technology has become one of the effective solutions. Through the adoption of RFID technology, it provides production managers with “real-time data” of any process link in the production line, helping the factory to realize the automation and information integration of the semi-finished product process in the production process, the measurement of the finished product process, and the warehousing and exit management of warehousing. The factory’s existing ERP system is integrated, so that the factory’s managers, purchasing, logistics and other departments can monitor the production status of any order in real time, and provide scheduling basis for production scheduling, material procurement, customs declaration and logistics transportation.
In addition, a novel application of the system is that buyers can log in to the ERP system to query the production status of their orders, thereby increasing the advantage of the manufacturing enterprise in the evaluation of the supplier’s ability to control the production of the enterprise.
Guangxi Footwear Industry began to use RFID applications to control the production process in 2008. Currently, it mainly includes two applications:
1) In cutting, sewing, outsole and other semi-finished products, when a certain production team has produced a certain amount of semi-finished products, they are required to be placed in the designated semi-finished product area for the next process to receive. In the RFID integrated application, the process is for the operator to place the specified number of semi-finished products in the turnover box, and hang the RFID tag (metering card) storing the batch information on the turnover box, and at the same time, the operating workers wear the team card The RFID tag with this group of identification, when passing through the RFID metering system in the semi-finished product area, the RFID system automatically recognizes the metering card and the team card, and imports the data to the ERP system in real time.
2) At a certain station in the final stage of the molding line, a designated operator is responsible for placing the RFID tag with the production batch information in the packaging box containing the finished product, and then transmitting it to the finished product warehouse through the transfer mechanism in the last process. In the warehouse, an RFID system is installed at the end of the transmission mechanism (entry of the finished product warehouse) to automatically identify the RFID tags and import batch information and quantity statistics into the ERP system.
Through the adoption of the above system, the automation of the measurement of each process and the automatic generation of production reports are realized, and the balanced management of production is realized, and the efficiency as a whole operation is pursued instead of individual output. The semi-products between processes and processes are closely handed over to prevent the blockage of a process from affecting the operation of other processes in the production. At the same time, the inventory of semi-products in each link is strictly controlled, and the overall production station arrangement and equipment are realized. Smooth production capacity optimization.
1.2. Definition
RFID radio frequency identification technology (Radio Frequency Identification), radio frequency identification technology is a technology that uses radio frequency signals through spatial coupling (alternating magnetic field or electromagnetic field) to achieve contactless information transmission and achieve identification through the transmitted information. The radio frequency identification system usually consists of an electronic tag (radio frequency tag) and a reader. The electronic tag contains a certain format of electronic data, which is often used as the identifying information of the item to be identified. In the application, the electronic tag is attached to the object to be identified as an electronic mark of the object to be identified. The reader and the electronic tag can exchange information according to the agreed communication protocol. Normally, the reader sends a command to the electronic tag. The electronic tag sends back the identifying data in the memory to the reader according to the received command from the reader .
EPC code The data in a certain format stored in the electronic tag, after receiving the instruction of the read-write device, the electronic tag sends the data to the read-write device wirelessly, and the data can be rewritten according to the user’s needs.
A production management software system provided by a professional manufacturer or self-developed by an ERP manufacturer.
Metering card An RFID tag used to measure the quantity of a single product produced. Usually, different EPC data is written according to the change of the production batch.
The RFID tag that identifies different teams/processes on the team card is generally unique and differs from the metering card in coding.
2. Scheme design
According to the requirements of the first phase of the Guangxi Footwear RFID process management system, the requirements of the second phase have not changed much, mainly including the following:
Production Kanban System
Measurement of semi-finished products
Measurement of forming line (warehouse)

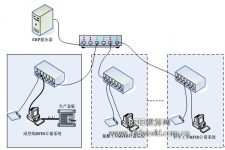
Figure 1 Schematic diagram of RFID production process management function
Because in the first phase of the project implementation, the problems are mainly concentrated in the hardware equipment and data collection stage, and the data processing, report generation and other ERP functions are not too problematic, and this part is mainly completed by the factory, so in this plan The ERP-related data processing process is not described, and it mainly focuses on hardware transformation.
2.1. Production Kanban
slightly.
2.2. Semi-finished product line measurement plan
In cutting, outsole, sewing and other processes, the traditional management method is to manually count the output of each team, and there are the following problems:
Low production efficiency: The main reason is the lack of strict quantification in management, lack of planning in production scheduling, low equipment utilization, and unreasonable personnel arrangements.
Out-of-control supervision: Failure to issue early warning notices within a short period of time when production lags, uneven performance of employees in the production line and lack of data measurement, which seriously affects production progress.
Lack of sufficient data for analysis: At present, factories have used various ERP systems, but the current ERP systems have problems in data collection, especially production data collection, and the data is often biased and lagging. This in turn affects the effectiveness of the ERP system.
In the first phase of Guangxi Footwear’s RFID production process control, RFID technology was used to measure each process. The plan is as follows: There is an RFID metering system in front of the semi-finished product area, and the RFID reading and writing equipment of the system is connected to the computer via Ethernet. After a certain number of semi-finished products is processed by a team, the specified number of semi-finished products are placed in the semi-finished product turnover box, and a metering card is attached to the box (each label represents a certain batch and quantity), and the staff performing the turnover operation wear the team at the same time When the card enters the semi-finished product area through the RFID metering system, the operator first passes through the door-type metering system to confirm that the RFID reader device recognizes the team card, and then returns to drag the turnover box through the statistics door, and the RFID reader device reads all batches Card. The computer connected to the read-write device uploads the read team card and metering card information to the ERP management system according to the corresponding relationship.

Figure 2 RFID measurement system for semi-finished products area (Phase 1)
Several problems were discovered during the first phase of RFID production process control:
1: The structural design problem of the door-type metering system causes the antenna direction of the RFID reading and writing device to be unable to be adjusted, and it is impossible to achieve an effective reading effect.
2: The door-type metering system has a simple structure design. The network cable and power cord of the reading and writing device are tied to the door frame, which is irregular and has hidden dangers.
3: In the original process, the operator needs to pass the metering system with the team card first, and then drag the turnover box to pass, and both times have to go to the computer to confirm the card reading result, the work efficiency is very low.
4: The original software process problem, every time after reading the team card, all the metering cards read later will be recorded as the number of the team. When other teams are measuring, if they are accidentally read before swiping the team card Take the metering card of the turnover box, the data is counted as the quantity of the previous group.
During the implementation of the second phase of the project, based on the problems and defects found in the first phase, a series of hardware improvements were made:
1: The structure of the door-type metering system is redesigned, which is stronger and more beautiful than before.

2: The door-type metering system adds an antenna direction adjustment mechanism to make the reading efficiency higher.

3: The Ethernet of the read-write device, the power line is hidden in the structure, which is safer and more beautiful.
4: Increase the indicator board to display the serial number of the team card and the number of batch cards that have been read.
It also indicates whether the current reading time is valid.

5: Improve the software process. The operator wearing the group card and the turnover box can pass through the measurement system at the same time, and at the same time prevent the wrong measurement of items in the software process. The basic process is as follows:

In the design, three indicator lights are provided: reading light, operation light and fault light
When the green reading light is on, it means that you can enter the reading area for metering operations.
When the yellow operation light is on, it means that a certain team card is currently being metered, and other team cards are prevented from entering.
The red fault light indicates the fault, such as the presence of two team cards in the reading area at the same time.
In the software design, a handling mechanism should be designed for all kinds of accidents such as reading the shift card but no metering card, and the metering card but not the shifting card.
2.3. Forming line measurement plan
In the factory’s production line process flow, the end of the molding line is connected to a mechanical transmission mechanism, which transmits the finished products completed by the molding line to the finished product warehouse. In the traditional process, manual statistics are used. However, in actual production on the same day, different batches of finished products may be alternated, and even reworked batches are mixed with conventional batches, so statistical errors often occur. The information transformation of this process uses a barcode scanning solution, but because the barcodes of the shoes of the same specification in the same batch are generally the same, the use of barcodes may cause multiple scans and missed scans. In the first phase of the RFID production process management and control program, RFID technology is used to achieve measurement statistics.
In the first phase of the implementation, an RFID read-write device is placed at the end of the conveying mechanism (that is, the warehouse entrance). In the matching station of the molding line, the operator places a batch and measurement in each pair of finished products box. The information metering card, after the finished product is transmitted to the end of the transmission mechanism, the RFID device reads the batch card to realize counting and statistics, and at the same time transmits the data to the ERP system for reporting and other processing.

The following shortcomings occurred in the implementation of the first phase:
1: The bucket of the conveying mechanism is made of iron rake teeth, and it will be placed at the bottom of the shoe box in the original process, and the metering card will have a certain probability to be attached to the rake teeth. Due to the inherent influence of the iron background on the RFID tag, it cannot be Reading, leading to missed reading.


2: The reader is installed at an inappropriate location and cannot be adjusted to have the best reading effect.
3: The wiring of the read-write device is irregular, and there is a safety hazard.
In the second phase of the plan, improvements were made based on the above situation:
1: The iron rake teeth are changed to plastic and other materials, or 1.5 cm of plastic or fiberglass material is added to the rake teeth.
2: The installation structure of the reading and writing device is redesigned, and the antenna angle is adjustable.
3: Standardize the routing of power cables and network cables.
[ad_2]


