[ad_1]
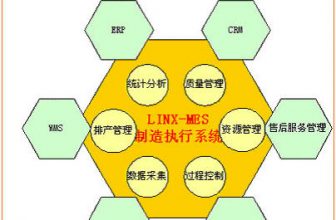
1. System background:
In the discrete manufacturing industry. Compared with the currently widely used barcode technology, RFID tags have essential advantages. The advantages of RFID tags include: wireless remote reading and writing, penetrating reading and writing, and high speed Read and write in the mobile state, store more data, can be used in harsh environments, etc… Therefore, RFID technology is not just a simple replacement of barcode technology. Its application in discrete manufacturing will change the production and operation methods of discrete manufacturing enterprises. At present, RFID technology has begun to be applied to supply chain management, warehouse management, and materials in the discrete manufacturing industry. Management etc. At present, there is no general case for the application of RFID technology in the production line of discrete manufacturing. According to the specific application of the production line, Huiqi IoT Technology has studied the application of RFID technology in production control, production line visualization management, and production process control. .
2. Visualization of the production line
The visualization of the production line is to enable the management of the enterprise to discover the operating status of the products in production and the production line in real time. The system is mainly composed of the assembly line, the RFID data collection system, the work in progress and the workstation.
The raw products move on the assembly line, and when they arrive at the station, the workers remove the recycled products for the assembly of spare parts, and then put them back on the return line until all procedures are completed. The system mainly includes two fixed RFID readers. RFID tags are added to each product in production..jpg)
System process: When a product with RFID tags passes through reader 1 and reader 2 in sequence, the reader will read the tag information on the product and upload the data to the system host computer. And then judge the completion of the products in production and the operation of each station.
3. Production line monitoring:
Work station timeout:
Production line monitoring is to determine whether the entire assembly line is operating normally through the monitoring of the workstations.
Is the product in production staying at the workstation for too long? It can be judged as an abnormality of the station. Assuming that the maximum allowable stay time of a product in a certain station is Tmaxi, the formula for judging the abnormality of the station is as follows:
If T (reader 2)-T (reader 1)
When the product in production passes the reader antenna 1 but not the reader antenna 2, it means that the production time of the tag-bound product is too long. The system will compare and give an alarm according to the time set in advance. In the formula, T (reader 2), T (reader 1) is the time when the reader antenna 2 and antenna 1 read and write the same tag twice.
Work station pressure:
When the work position appears when the products are piled up? Nmax, the judgment of the number of products accumulated in a certain station depends on the station operation history table formed by lookup table 1. The search process is as follows:
When passing N (reader 2)-N (reader 1)
Nmax is the maximum number of products in production that are allowed to accumulate at a certain station; N (reader 2) is the number of products reproduced by reader 2; N (reader 1) is the product reproduced by reader 2 quantity.
4. Monitoring of in-progress products.
In-process product monitoring is to obtain the RFID tag data on the in-process product in real time to determine the work-in-process and the completed process. Assuming that there are N (all) processes in a production line, the in-process product The monitoring method of production status is as follows:
1. When the product goes online, according to the manufacturing requirements of the product in progress, determine the number of processes N (all), and determine the sequence of stations (123…n), and generate a binary code to represent the order from the lowest bit The completion status of the stations that it passes through is 1 for completion and 0 for unfinished. When the work-in-progress is online, its initial value is 0.
2. Write the code into the RFID tag and bind it to the live product.
3. Each time the product completes a process and leaves the station, modify the corresponding bit code.
4. Read the corresponding code of the RFID tag to determine the completed process and the process being completed..jpg)
5. Production process control
Technical Principle
The goal of production process control is to statically or dynamically determine the assembly route and assembly method of the in-progress product based on the in-progress product information. The basic principle is: after real-time detection of the in-progress product information, the assembly route and assembly are set according to the control system. Method, generate route selection instructions and assembly prompts. The system is mainly composed of RFID data acquisition system, station controller, kanban and route selection actuator.
The assembly route of the work-in-progress can be either a static route established before going online, or a dynamic route temporarily changed after going online. This system uses the concept of “virtual production line” and assigns a virtual production line to each product in production.Assembly route
The control algorithm is as follows:
Step 1 According to the assembly requirements of the products in production, a virtual production line is generated.
Step 2 Bind the live product code in the RFID tag to the virtual production line, and then bind the tag to the live product.
Step 3 When multi-path selection is performed on the product in production, the reader reads the product code in the label and determines the next station based on the information in the virtual production line. The advantage of this algorithm is that when the manufacturing process of the product in production needs to be changed, only the virtual production line and station relationship stored in the controller need to be changed, which facilitates the dynamic control of the assembly path.
The assembly method control algorithm is as follows:
Step 1 Generate an assembly instruction sheet according to the assembly requirements of the product in production.
Step 2 Read the product code and process code in the RFID tag to find the assembly instruction sheet.
Step 3 Issue assembly instructions in the Kanban to guide production..jpg)
[ad_2]